Caple Industrial Solutions
Furniture & Door Manufacturing Process Charts
Production sequences and machine selection — validated for Indian factory floors.
Caple Industrial Solutions publishes this page as a working reference for furniture and door manufacturers planning a new line, expanding capacity, or auditing an existing factory. Each chart below maps a real product — a flush door, a solid wood panel door, a jamb or an architrave — to the exact sequence of operations and the woodworking machine that performs each one. Capacities are stated per shift so you can size your line before you buy a single machine.
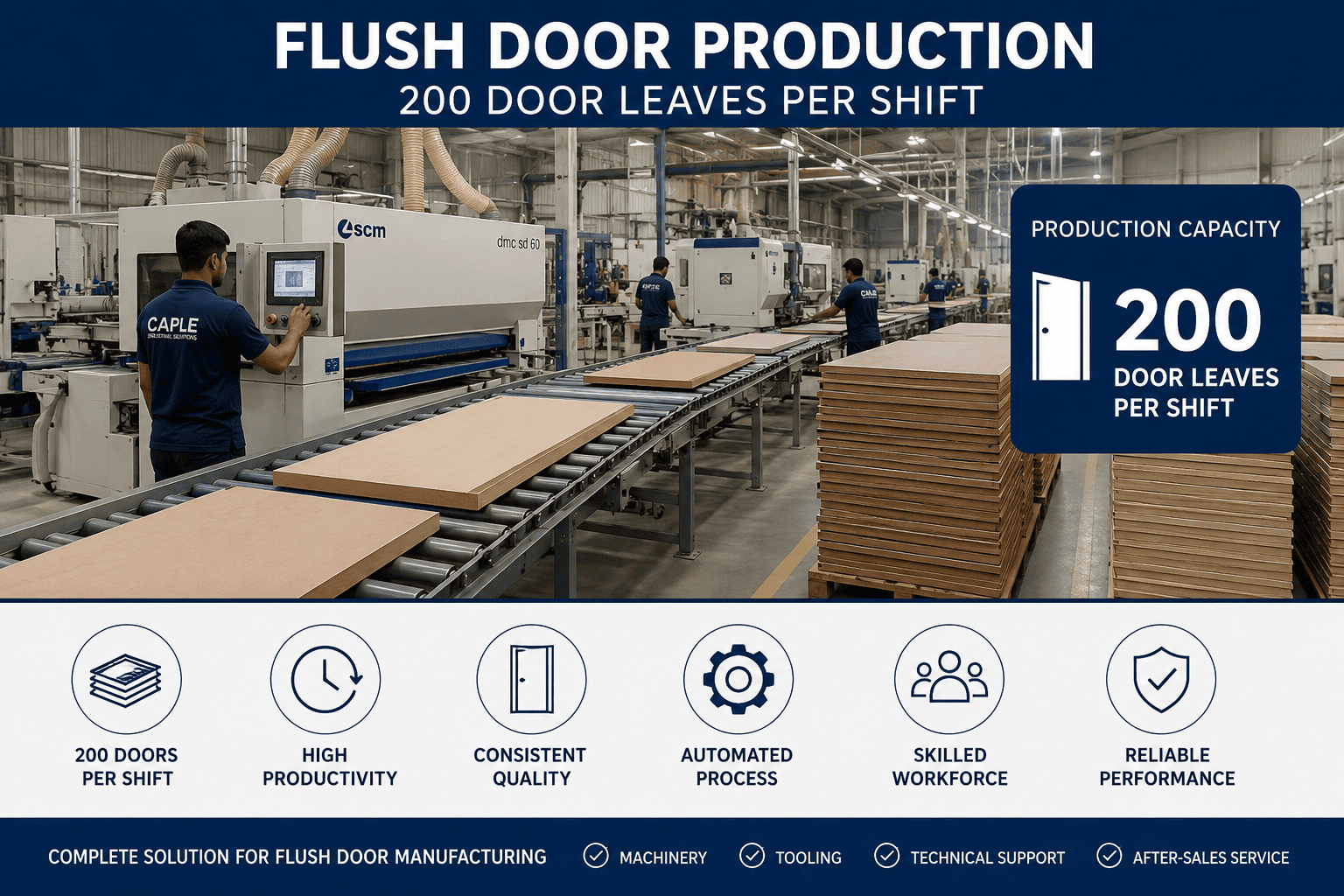
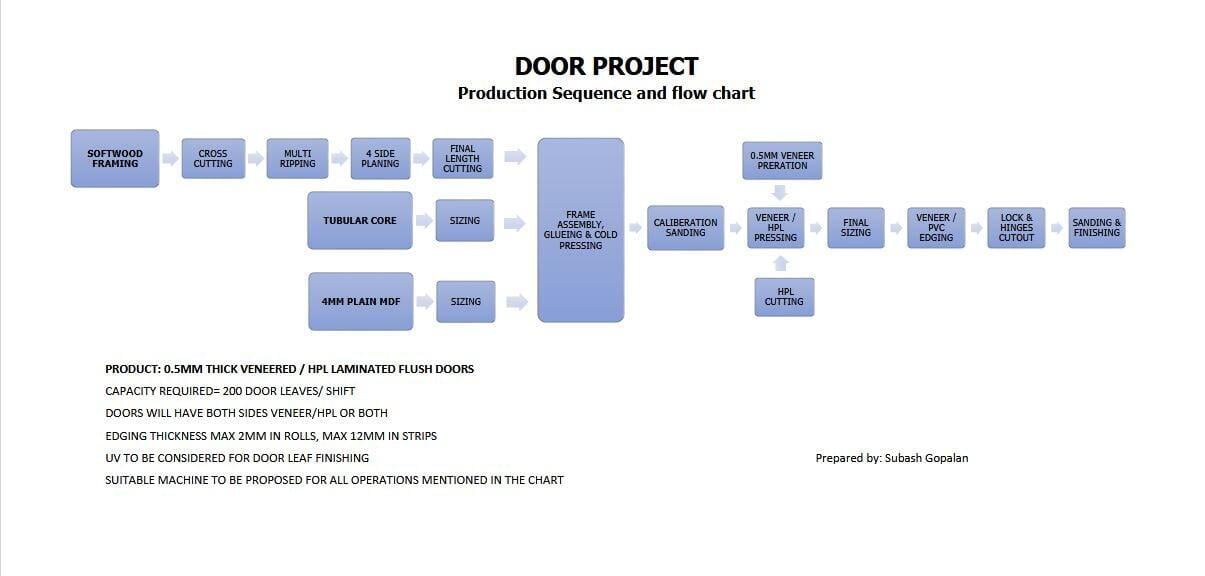
Flush Door Production — 200 door leaves per shift
Flush Door Production — 200 door leaves per shift
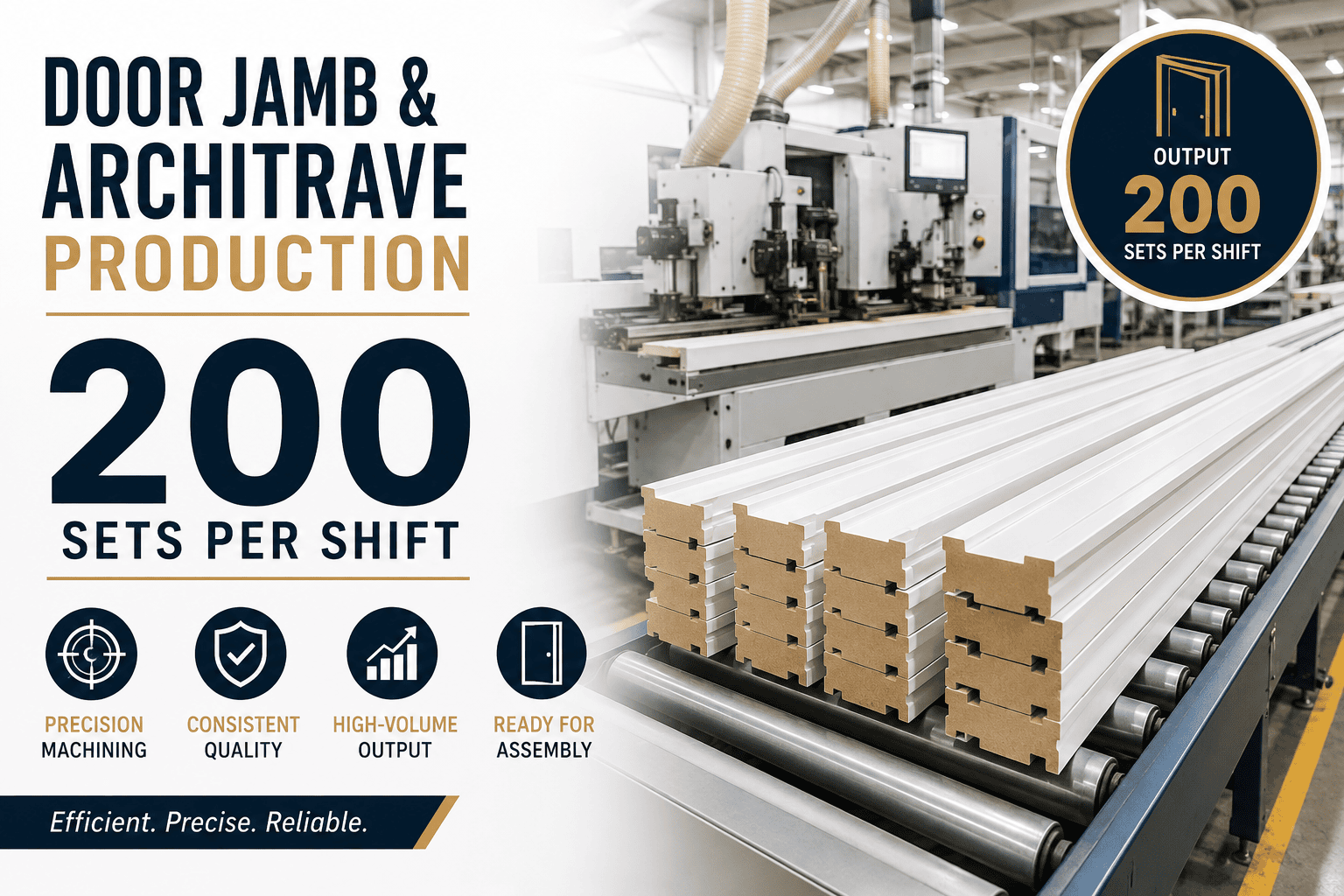
Door Jamb & Architrave Production — 200 sets per shift
Door Jamb & Architrave Production — 200 sets per shift
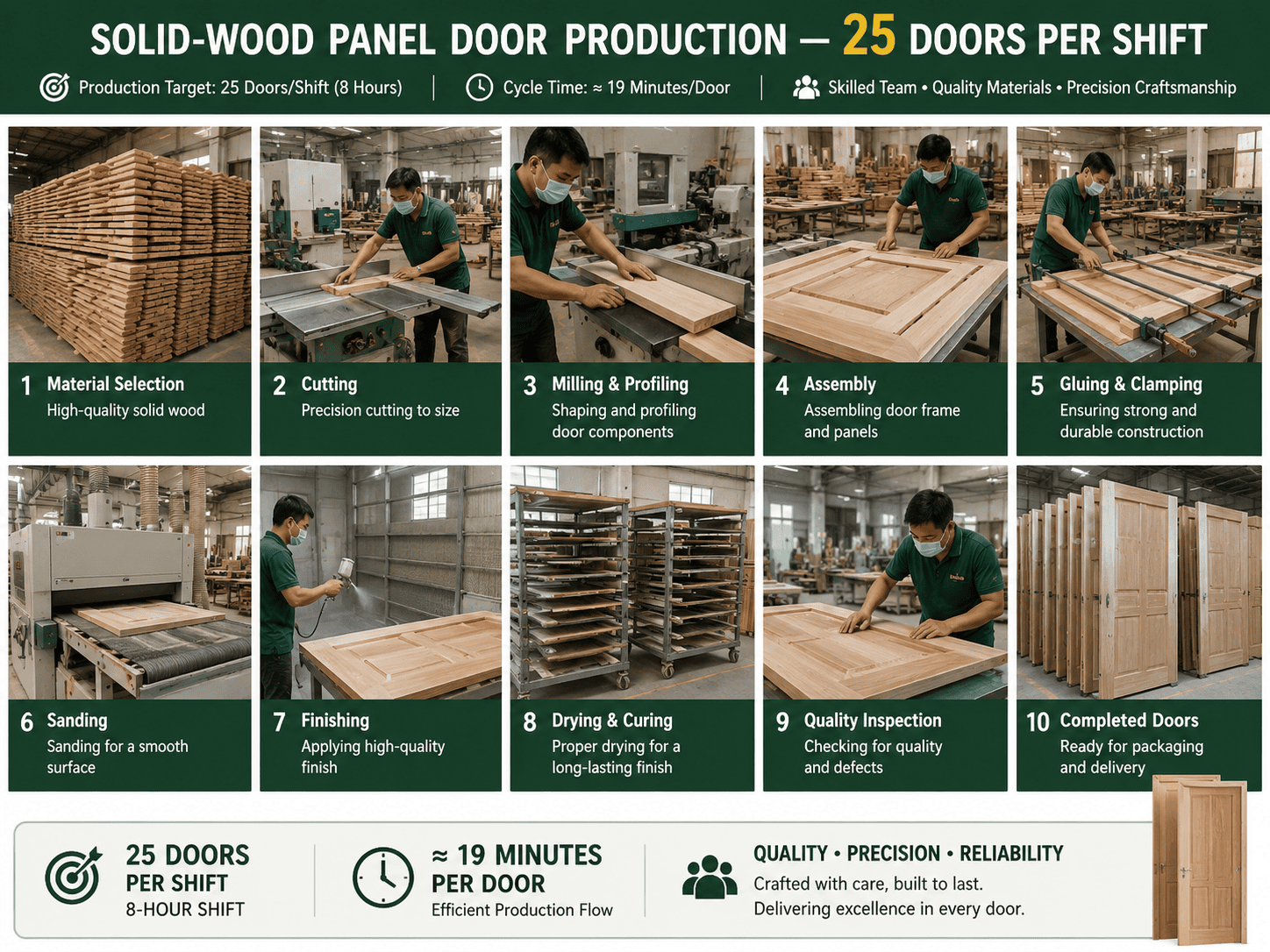
Solid-Wood Panel Door Production — 25 doors per shift
Solid-Wood Panel Door Production — 25 doors per shift
Frequently asked questions
What machines do I need to manufacture 200 flush doors per shift?
A complete 200-door-per-shift line requires: cross-cut saw, straight-line rip saw, 4-side moulder, panel/beam saw, cold press for frame assembly, wide-belt calibration sander, hot press for veneer/HPL pressing, through-feed edge bander, multi-boring or CNC router for lock and hinge cut-outs, and a UV finishing line. Caple supplies all of these as a single turnkey package — see Packages for woodworking.
What is the difference between a door leaf, a door jamb and an architrave?
The door leaf is the moving panel of the door. The door jamb is the fixed frame inside the wall opening that the leaf hinges from — finished section 100 × 45 mm. The architrave is the decorative moulding that covers the joint between the jamb and the wall — finished section 60 × 18 mm at the front and 25 × 18 mm at the back. The jamb and architrave can be made from solid wood OR from finger-jointed board, LVL or HDF wrapped with veneer or PVC foil.
Can the same factory make both flush doors and solid-wood panel doors?
Yes — most Indian door factories do. The two processes share the panel saw, wide-belt sander, edge bander and finishing line. They diverge at the core: a flush door uses a cold-pressed softwood frame with a tubular or MDF core; a solid-wood panel door uses moulded stiles and rails with an MDF centre panel. Typical same-floor capacity: 200 flush doors against 25 solid-wood panel doors per shift.
What edge-banding thickness should I plan for?
Up to 2 mm in rolls and up to 12 mm in strips. A high-speed auto edge bander handles both. Add a curvilinear edge bander for curved or arched panels.
Why is UV recommended for door-leaf finishing?
UV roller coating cures in seconds under UV lamps, gives a harder and more scratch-resistant film than PU or NC lacquer, and lets you finish 200 leaves a shift without curing-rack space. For decorative profile parts (jambs, architraves, panel-door rails) PU or polyester remains the norm because UV cannot wrap around complex profiles.
How do I get a customised line proposal for my factory?
Contact Caple with your target capacity, product mix and floor area. Our application team returns a machine list, a CAD factory layout, an ROI calculation and a finance/leasing option within 72 hours. Mumbai +91 99300 69909 · Bengaluru +91 91487 88500 · Delhi +91 95994 87490 · Kolkata +91 98314 73500 · Centre of Excellence Pelhar +91 99300 69908.
Related reading on caple.in
Six video case studies
- Panel Processing | Cabinet Making | Modular Furniture Manufacturing Process — sliding-table panel saw → CNC beam saw → through-feed edge bander → multi-boring → CNC router. Standard process for kitchens, wardrobes and modular office furniture.
- Solid Wood Joinery | Solid Wood Furniture Manufacturing Process — cross-cut → straight-line rip → 4-side moulder → spindle moulder → tenon mortiser → wide-belt sander. Classical European joinery sequence.
- Surface Finishing with Lacquer, Polyester, PU and UV Process — spray booth, roller coater, UV curing line. Covers PU, polyester, NC lacquer and UV systems.
- Drywall Construction & Wall Sanding Process — gypsum board cutting, finishing and dust-controlled wall sanding for the interior fit-out trade.
- ACP Fabrication Process — aluminium composite panel routing, grooving, bending and fastening for façades and signage.
- Solid Surface Fabrication Process — Corian-style solid surface cutting, thermoforming and seamless bonding for kitchens, vanities and reception counters.
Panel Processing | Cabinet Making | Modular Furniture Manufacturing Process
Solid Wood Joinery | Solid Wood Furniture Manufacturing Process
Surface Finishing with Laquer, Polyester, PU and UV Process
Drywall Construction & Wall Sanding Process
ACP Fabrication Process
Solid Surface Fabrication Process
Door Leaf Production Chart
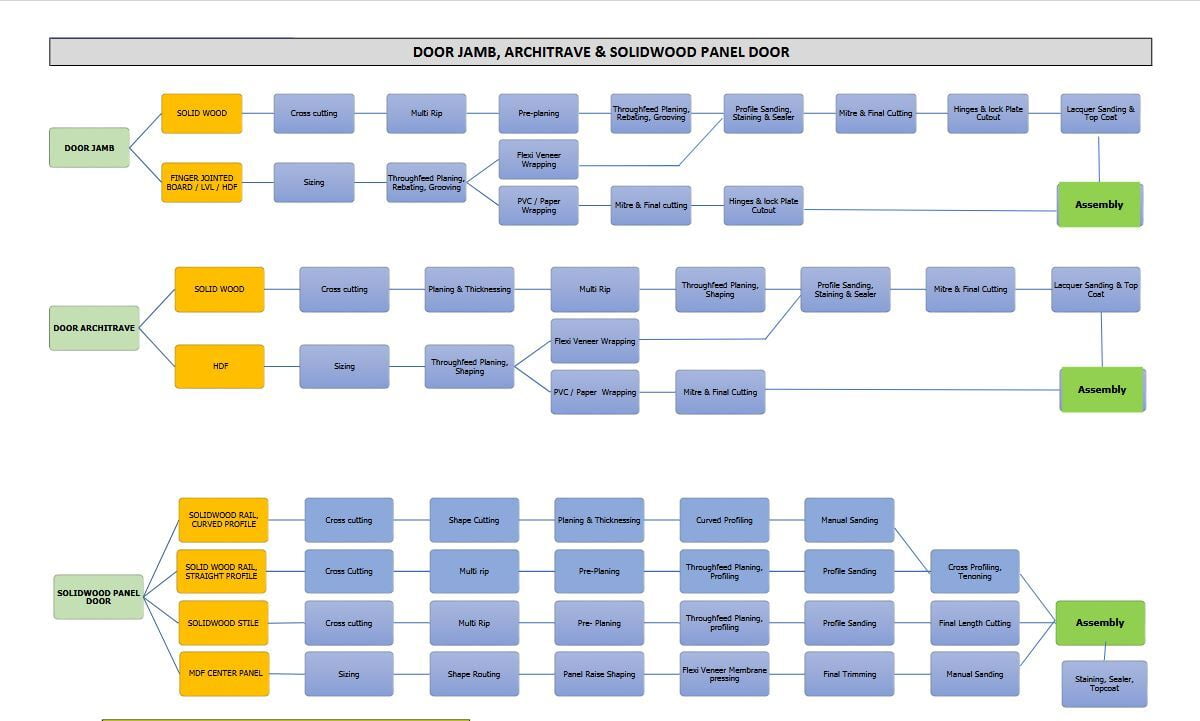
DOOR JAMB, ARCHITRAVE & SOLIDWOOD PANEL DOOR
BLOG

Mapping the Future: Challenges and Opportunities in the Indian Furniture Industry
Mapping the Future: Challenges and Opportunities in the Indian Furniture Industry

How India's Furniture Industry Can Overcome Skill Shortages and Boost Growth
How India's Furniture Industry Can Overcome Skill Shortages and Boost Growth





